De två största kostnadsdrivande faktorerna vid tillverkning av vätskekylplattor är krav på värmeledningsförmåga och årlig efterfrågan, som vanligtvis är liten eller ingen kontroll av värmeingenjörer och tillverkningsingenjörer. Du kan dock minska kostnaderna genom att förstå hur grovhet, planhet, hårdhet, ytmorfologi, installationsegenskaper och specifikationer för vätskeanslutningar påverkar kostnaden för flytande kallplattor.
De flesta vattenkylta plattor är gjorda av aluminium, men vissa nya tekniker använder koppar. Även om koppar har bättre värmeledningsförmåga, används aluminium oftare eftersom det vanligtvis är billigare, lättare och lättare att använda.Bearbetningen av koppar är mycket svår och dyr.
De två mest populära kylplåtsteknikerna i aluminium för närvarande är inbäddad tubu och vakuumlödning.
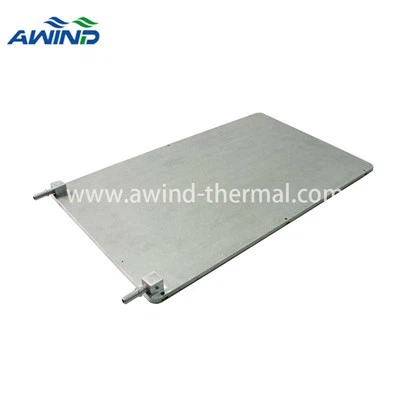
Den inbäddade rörkylplattan är vanligtvis ett koppar- eller rostfritt stålrör som pressats in i ett aluminiumprofilspår. De har utmärkta kostnadsfördelar och ger utmärkta kyllösningar för enheter med medelstor och låg effekttäthet.
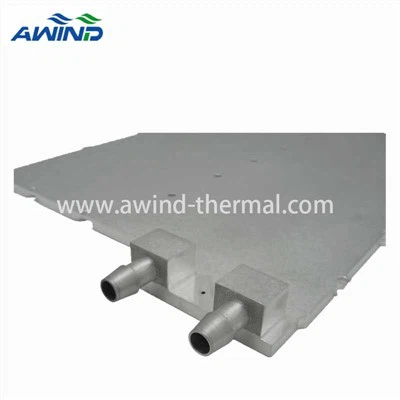
Vakuumlödningskallplattan hänvisar till en metallplatta gjord genom att bearbeta två delar med inre kanaler och fenstrukturer och sedan försiktigt försegla dem i en vakuumkammare för uppvärmning. Tillsatsmetallen med lägre smältpunkt smälts in i den kalla plattans skarv genom kapillärverkan under motsvarande processförhållanden, och de två plattorna med inre kanaler och flänsstrukturer är förbundna för att bilda en inre flödeskanal.
Efter ovanstående faktorer är de största kostnadsdrivande faktorerna för kallplattor av aluminium bearbetningstid och ytterligare bearbetningssteg. Kallplåtstillverkare har vanligtvis kostnader relaterade till handläggningstid, inklusive avskrivningskostnader för maskiner, strömförsörjning, förbrukningsvaror och underhåll. Därför, ju längre den kalla plattan placeras i tillverkningsutrustningen, desto högre kostnad. Varje ytterligare bearbetningssteg kommer att fortsätta att driva upp kostnaderna.
(1) Extruderade delar och pressgjutgods
För att minimera bearbetningstiden och sänka kostnaderna är det bäst att använda extrudering och gjutning så mycket som möjligt. Extrudering genereras genom att trycka metall genom en form för att skapa ett föremål med ett fast tvärsnitt. Formen som används för ny extrudering är relativt billig, och extruderingsstorleken är begränsad till cirka 9 tum (22,86 centimeter) bred. Extruderingsväggtjockleken måste vara relativt konsekvent, och varje kanal eller funktion måste vara rak. Tillverkare kan också kombinera extrudering och bearbetning för att minska kostnaderna.
Vissa funktioner kan vara extrudering, och sedan kan mer komplexa funktioner bearbetas. Detta kommer att bidra till att minska extruderingskostnaderna, förutsatt att du tar hänsyn till extruderingsegenskaperna när du designar plåten.
Ett annat alternativ är att kombinera gjutning och bearbetning för att tillverka kallplåtar. Till exempel, om gjutningen inte är tillräckligt jämn, krävs en andra operation för att uppnå den erforderliga planhetsspecifikationen för den kalla plattan.
Vanligtvis är den minsta inköpskvantiteten för extrudering eller gjutning mycket hög, så du måste tillämpa dem korrekt för att motivera användningen av dessa processer. Både extrudering och gjutning kan spara stora kostnader.
(2) Ytjämnhet
Ytjämnhet (jämnhet) kan öka kostnaderna avsevärt, men har liten inverkan på prestanda. Tvärtemot vissa människors åsikter har grovhet en relativt liten inverkan på den termiska prestandan hos kalla plattor.
I de flesta applikationer är ytkontakten mellan den flytande kylplattan och komponenten mindre än 10 % eller så överstiger luftgapet 90 %. En slätare yta kommer endast att minska andelen luftgap något. Ytfinishen på en typisk bearbetad kall plåt är 32-64 μ in (81-163 μ cm), vilket är tillräckligt för de flesta applikationer. Användning av ett standardbearbetningscenter kan minska grovheten till 16 μ tum (41 μ cm), men detta kräver en mer robust fixtur för att minska eventuellt tjat och långsam bearbetningshuvudhastighet och matningshastighet. Minskad hastighet och matningshastighet innebär att bearbetningen centertiden är längre, vilket ökar kostnaderna.
De flesta applikationer använder termiska gränssnittsmaterial (TIM) mellan komponenter eller kretskort och flytande kylplatta för att hjälpa till att minimera gap. TIM bör vara så tunt som möjligt, eftersom dess relativt höga värmebeständighet i hög grad döljer eventuella konduktivitetsförbättringar med en slätare yta. Att öka klämkraften för komponenter eller plattor på kalla plattor kan också hjälpa till att kompensera högre grovhet, men kan öka belastningen på plattorna eller komponenterna. När den kalla plattan och komponenterna eller kretskortet värms upp kan klämspänningen också öka effekten av oöverensstämmelse mellan termisk expansionskoefficient.
(3) Ytjämnhet
Jämfört med ytjämnhet har ytjämnhet en större inverkan på den termiska prestandan hos kalla plattor, som om den kalla plattan inte är slät kommer kontaktytan att minska kraftigt. Standardplanhetsspecifikationen är {{0}}.001 tum per tum (0.003 centimeter per centimeter). Därför, inom ett område av en tum från mätpunkten, kommer den lägsta punkten på den kalla plattan inte att vara 0,001 tum (0,003 centimeter) lägre än den högsta punkten. Om planheten krävs för att vara bättre än 0,001 tum per tum (0,003 centimeter per centimeter), är en kostnadseffektiv metod att ange lokal planhet snarare än den täta planheten för hela brädan.
(4) Hårdhet
Gjutna, extruderade eller vakuumlödda kalla plattor är mycket mjuka efter bearbetning, vanligtvis med endast T{{0}} hårdhet. Kallplattor måste härdas eftersom mjukt aluminium är svårt att bearbeta och hantera. För att öka hårdheten från T0 till T4 är det nödvändigt att utföra värmebehandling på den kalla plattan. Värmebehandlingsprocessen innebär att den kalla plattan värms upp till 1000 grader F (538 grader C), så att den kan stanna kvar vid den temperaturen i ungefär 1 timme per tum av den kalla plattans tjocklek, och sedan utsätta den för termisk chock genom att snabbt kyla den. En metod för att kyla den kalla plattan är att direkt släppa den ur ugnen och placera den i ett vattenbad. För att föra den kalla plattan från T4 till T6 måste artificiell åldring utföras på den kalla plattan. Detta uppnås genom att placera den kalla plattan vid 300 grader F-400 grader F (149 grader C-204 grader C) i 8-16 timmar. T6 ger mycket hårda kalla plattor med hög draghållfasthet, vilket är ett typiskt krav för militära och rymdtillämpningar. Men för de flesta applikationer är T4 redan tillräckligt svårt, och att specificera T6 kommer bara att öka onödiga kostnader.
(5) Installationsfunktioner/hål
En annan kostnadsökningsfaktor vid kallplåtstillverkning är ökningen av hål. Ett hål kan öka kostnaden för den kalla plattan med upp till $3. En av huvudorsakerna till de ökade kostnaderna för borrning är oförmågan att borra hål i vätskebanan. Därför, för rörformiga kalla plattor, är det nödvändigt att böja rören för att rymma hålen, och varje böj kommer att öka kostnaden. För vakuumlödning av kalla plattor måste en ö skapas i vätskebanan, vilket också innebär att man utför elektrisk urladdningsbearbetning (EDM) på de inre lamellerna. Detta kommer att öka handläggningstiden avsevärt och därmed öka kostnaderna.
Strikta toleranser för hålens placering och avstånd kan också öka kostnaderna. Den rimliga toleransspecifikationen är ± {{0}}.005 tum (± 0,013 centimeter). Precis som planhet kommer att specificera lokala toleranser så mycket som möjligt minska kostnaderna. För stora kallplattor med hål relativt långt ifrån varandra blir toleranserna svårare att upprätthålla. En av anledningarna är att verktygsmaskinens tolerans ökar med förlängningen av huvudrörelseavståndet. En annan anledning är att det kan finnas en termisk gradient på upp till 18 grader F (10 grader C) i bearbetningsverkstaden, vilket kan få den kalla plattan att expandera eller dra ihop sig upp till 0,005 tum (± 0,013 centimeter). Genomgående hål är det enklaste att specificera strängare toleranser eftersom deras skapande görs med en enda verktygsoperation, medan gängade hål är mindre benägna att ha toleranser eftersom att göra dem involverar två verktyg. Spiralolja är den svåraste att tolerera eftersom processen kräver ett tapphål, och spiraloljan i sig har toleranser. Alla toleranser går ihop för att göra tillverkningen svårare och dyrare. Att undvika små tapphål kan också bidra till att minska kostnaderna. Hålstorlekar på 4-40 eller mindre blir svåra att knacka eftersom kranen kan gå sönder under borrning. För att minimera detta problem så mycket som möjligt måste maskinens körhastighet vara mycket långsammare. En metod för att hantera strikta toleranskrav för kalla kort är att öka storleken på monteringshålen på komponenter eller kretskort.
(6) Vätskeanslutning
För vätskeanslutningar har raka gängade O-rings honportar vanligtvis bäst effekt. Förutom svetssystemet ger det också den bästa tätningen till lägsta kostnad. Rörledningsanslutningar (såsom NPT-skarvar) kan inte ge den erforderliga noggrannheten för komponenter som kallplattor. På vakuumlödning av kalla plattor bör användningen av externa gängade beslag, såsom hullingar eller vulstbeslag, undvikas eftersom det kräver andra operationer (som svetsning) för att ansluta beslagen. Dessutom måste tillbehör utanför den kalla plattan skyddas under transport, vilket kan öka förpackningskostnaderna. Snabbfrånkopplingar bör endast användas när det är nödvändigt, eftersom deras kostnad per par kan nå upp till $750. Kylkort eller elektroniska enheter som kräver frekventa utbyten måste snabbt kopplas bort. För kalla plattor som redan är fyllda med kylvätska behövs de också. För vätskeanslutningar är en annan faktor att ta hänsyn till porttolerans. Vanligtvis har den inkommande pipelinen en viss grad av flexibilitet. En rimlig tolerans är mellan ± 0.030 tum (0,076 centimeter) och ± 0,060 tum (0,152 centimeter).
Populära Taggar: faktorerna som påverkar kostnaden för flytande kylplatta, Kina, leverantörer, tillverkare, fabrik, anpassat, gratis prov, tillverkat i Kina